
Wie man eine glatte Oberflächenoberfläche im 3D-Druck erreicht (Ra 0,5 μm)
Das Erreichen einer Oberflächenrauheit von Ra 0,5 μm im 3D-Druck stellt den Übergang von einem "Prototyp-Look" zu einem "Produktionsfinish" dar. In der industriellen Fertigung ist eine Ra 0,5 μm-Oberfläche vergleichbar mit einer fein geschliffenen oder polierten Oberfläche, bei der Schichtlinien mit bloßem Auge unsichtbar und kaum wahrnehmbar sind. Für B2B-Käufer aus den Bereichen Medizin, Automobil und Elektronik ist dieses Maß an Glattheit oft eine funktionale Voraussetzung für Teile, die luftdicht, biokompatibel oder ästhetisch makellos sein müssen.
Verständnis der Oberflächenrauheit (Ra) in der additiven Fertigung
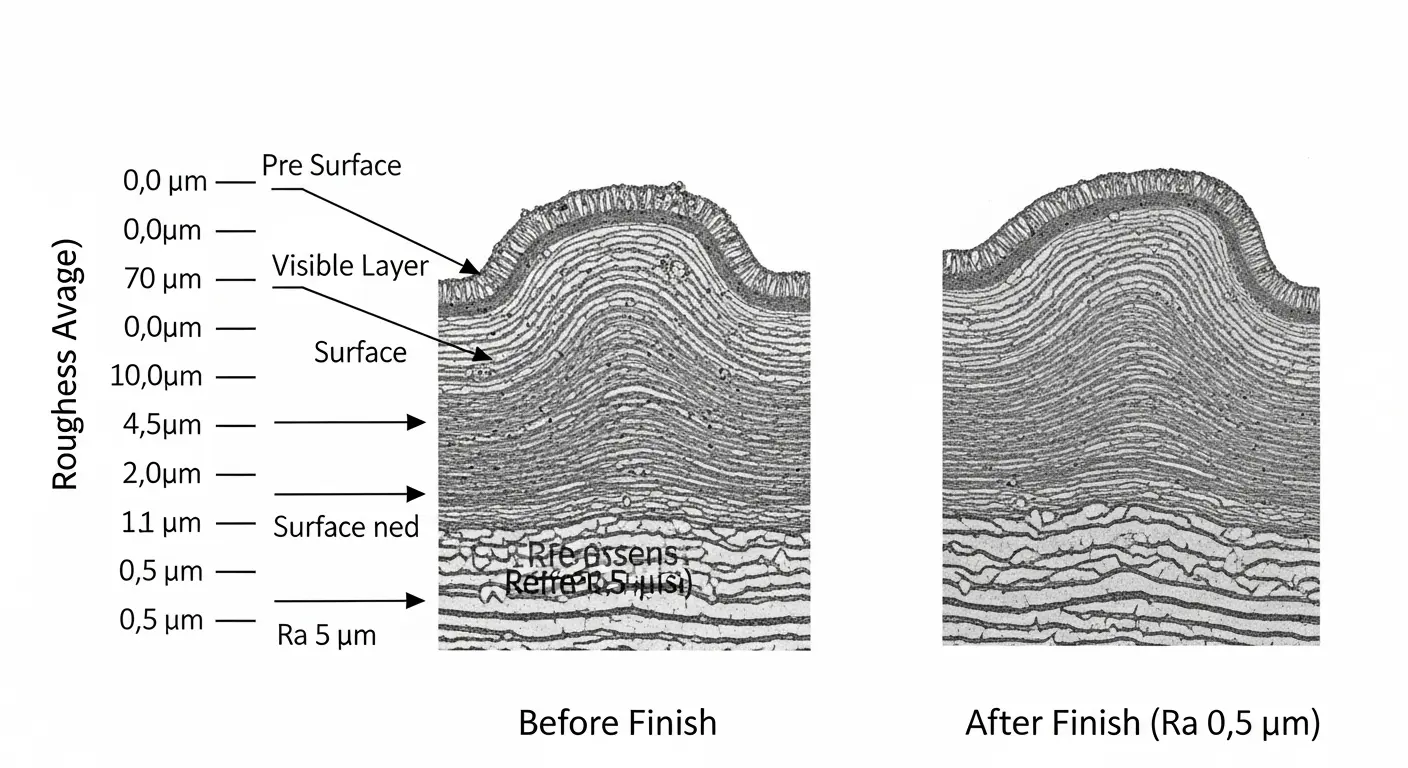
Oberflächenrauheit wird mit der Ra-Skala (Rauheitsdurchschnitt) gemessen, die den arithmetischen Durchschnitt der Profilhöhenabweichungen von der Mittellinie berechnet. Die meisten rohen 3D-Drucke entstehen mit einem Ra zwischen 12,5 μm und 25 μm (FDM) oder 3,2 μm und 6,3 μm (SLA/SLS).
Um von diesen Rohzuständen zu einem hochpräzisen Ra von 0,5 μm zu gelangen, ist eine Kombination aus Hardware-Optimierung und sekundärer Nachbearbeitung erforderlich. Dieses Ziel zu erreichen ist nicht nur eine Frage der Ästhetik; Sie reduziert die Reibung in mechanischen Baugruppen erheblich und verhindert das Bakterienwachstum in medizinischen Modellen, indem sie die mikroskopischen "Täler" eliminiert, in denen sich Verunreinigungen verstecken können.
Schritt 1: Hardware- und Prozessoptimierung
Die Reise zu einem reibungslosen Finish beginnt, bevor die Maschine startet. Während die Nachbearbeitung die Hauptarbeit übernimmt, bestimmt die "nahezu vollständige Form"-Qualität des Drucks, wie viel Arbeit später benötigt wird.
1. Technologieauswahl
Nicht alle 3D-Drucktechnologien sind in Sachen Geschmeidigkeit gleich. Um Ra 0,5 μm zu erreichen, werden flüssigkeitsbasierte Systeme bevorzugt:
- SLA (Stereolithografie): Bietet die beste Basis. Der Einsatz von flüssigem Harz und Laserhärtung führt zu einem nahezu isotropen Teil mit dem niedrigsten initialen Ra.
- DLP (Digital Light Processing): Ähnlich wie SLA, erfordert jedoch sorgfältige Anti-Aliasing-Einstellungen, um "Pixelation" auf gekrümmten Oberflächen zu verhindern.
- PolyJet: Fähig zu hoher Auflösung, erfordert jedoch oft eine gründliche Reinigung des Stützmaterials, was den lokalen Ra beeinträchtigen kann.
2. Schichthöhe und -ausrichtung
Die Verringerung der Schichthöhe (z. B. auf 25 oder 50 Mikrometer) minimiert den "Treppenschritt"-Effekt. Die Orientierung ist jedoch entscheidender. Teile sollten so ausgerichtet werden, dass kritische Flächen entweder vertikal oder in einem Winkel sind, der flache Steigungen vermeidet, da horizontale "obere" Flächen oft die höchste Rauheit aufgrund von Schichtübergängen aufweisen.
Schritt 2: Mechanische Nachbearbeitungstechniken
Mechanische Bearbeitung ist der gebräuchlichste Weg, um Ra 0,5 μm zu erreichen. Dies beinhaltet die physische Entfernung des Materials, um die Spitzen der Schichtlinien auszugleichen.
1. Mehrstufiges abrasives Schleifen
Dies ist die Grundlage für hochpräzise Finishes. Der Prozess muss inkrementell erfolgen:
- Beginne mit 400-Körnung, um Trägernarben und große Schichtlinien zu entfernen.
- Weiter zum Nassschleifen mit 600, 800 und 1200 Körnung.
- Die Endstufe für Ra 0,5 μm erfordert typischerweise Feinpolierpapier mit Körnung 2000 oder mehr.
Bei Chargen kleiner Teile ist manuelles Schleifen ineffizient. Die Zentrifugalverkleidung verwendet eine Trommel, die mit abrasivem Material (Keramik, Kunststoff oder Maiskolben) gefüllt ist. Die Hochgeschwindigkeitsrotation erzeugt intensiven Druck und Reibung, wodurch die Teile zu einem gleichmäßigen Finish "schrubben". Dies ist die bevorzugte Methode für 3D-gedruckte Prototypen für Unterhaltungselektronik, die ein gleichmäßiges takttiles Gefühl über 50+ Geräte hinweg benötigen.
Schritt 3: Chemische und dampfglättende Behandlung
Chemische Glättung ist eine "berührungslose" Methode, die für komplexe Geometrien, in denen manuelles Schleifen nicht reicht, äußerst effektiv ist.
1. Dampfglättung (Dampfpolieren)
Dabei wird das Teil einem verdampften Lösungsmittel ausgesetzt (wie Aceton für ABS oder spezielle Chemikalien für Nylon). Der Dampf schmilzt teilweise die äußere "Haut" des Bauteils, sodass die Oberflächenspannung das Material in einen glatten, glänzenden Zustand zieht.
- Vorteil: Erreicht innere Kanäle und komplexe Gitterstrukturen.
- Ergebnis: Kann konsistent Ra-Werte unter 1,0 μm erreichen, wobei bei industriellen Dampfkammern oft die 0,5 μm-Marke erreicht wird.
2. Lösungsmittel-Dipping
Eine aggressivere Form der Dampfglättung, bei der das Teil kurzzeitig in ein Lösungsmittel eingetaucht wird. Dies ist schwer zu kontrollieren und kann zu einem Verlust der Abmessungsgenauigkeit führen, wodurch es weniger geeignet ist für
Wenn Ra 0,5 μm für spezifische funktionale Merkmale – wie einen Lagersitz oder eine luftdichte Dichtung – erforderlich ist, ist der beste Ansatz CNC-Finishing.
Indem man das Teil mit einem leichten "Offset" (zusätzliches Material) 3D-druckt und dann mit einer CNC-Fräse die letzten 0,2 mm abschneidet, kombiniert man die geometrische Freiheit des 3D-Drucks mit der präzisen Verarbeitung der Bearbeitung. Diese Hybridmethode ist der Standard für 3D-gedruckte Prototypen für Automobilkomponenten, die eine Metall-zu-Kunststoff-Präzisionsanpassung erfordern.
Qualitätssicherung: Verifizierung des Ra-0,5-μm-Ziels
 Bei
Bei SunOn raten wir nicht die Oberflächenoberfläche; wir überprüfen sie. Das Erreichen eines verifizierten Ra von 0,5 μm erfordert professionelle Metrologie:
- Profilometer: Ein Stift mit Diamantspitze wird über die Oberfläche gezogen, um die Gipfel und Täler zu kartieren.
- Optische Glanzmessgeräte: Bei klaren oder polierten Teilen wird die Lichtreflexion gemessen, um eine ästhetische Konsistenz zu gewährleisten.
- CMM-Inspektion: Um sicherzustellen, dass das beim Polieren entfernte Material das Teil nicht aus seinem Toleranzfenster gezogen hat.
Zusammenfassungstabelle: Pfad zu Ra 0,5 μm
Fazit: Brücken zwischen Prototyping und Produktion
Das Erreichen des Ra-Benchmarks von 0,5 μm verwandelt einen 3D-Druck in eine produktionsreife Komponente. Egal, ob Sie ein Prototyp-3D-Druckprojekt für medizinisches Geräte, das eine reibungsarme Oberfläche benötigt, oder ein Automobilteil mit einer Class-A-Oberfläche entwickeln – das Geheimnis liegt in der Synergie zwischen der richtigen Technologie und der fachmännischen Nachbearbeitung.
Die SunOn Industrial Group spezialisiert sich auf diese hochwertige Ausstattung. Unser von DFM geführter Ansatz stellt sicher, dass Ihre Teile mit Blick auf die Endverarbeitung entworfen werden, was die Arbeitskosten senkt und sicherstellt, dass Ihr
Brauchen Sie für Ihr nächstes Projekt eine verifizierte Ra 0,5 μm-Oberfläche? Kontaktieren Sie noch heute das SunOn-Ingenieurteam für eine umfassende DFM-Bewertung und ein Angebot für hochpräzise Finishing.