
Was ist Draht-EDM: Ein vollständiger Leitfaden für Präzisionsfertigung
In der Präzisionsbearbeitung und fortschrittlichen Fertigung stechen bestimmte Techniken durch ihre Fähigkeit hervor, hochpräzise und komplexe Teile herzustellen, die herkömmliche Schneidmethoden nicht erreichen können. Ein solches Verfahren ist Wire EDM, eine unkonventionelle Bearbeitungstechnik, die elektrische Entladung nutzt, um komplexe Formen mit außergewöhnlicher Präzision zu schneiden.
Dieser Artikel untersucht, was Wire EDM ist, wie es funktioniert, welche Vorteile es für hochpräzise Fertigung bietet, typische Anwendungen und wie es in moderne Fertigungsabläufe passt. Egal, ob Sie Ingenieur, Maschinist oder Produktionsleiter sind – VerständnisPräzisionsdraht-EDMkann Ihnen helfen, den idealen Schneidprozess für anspruchsvolle Bauteile auszuwählen.
Was ist Wire-EDM?
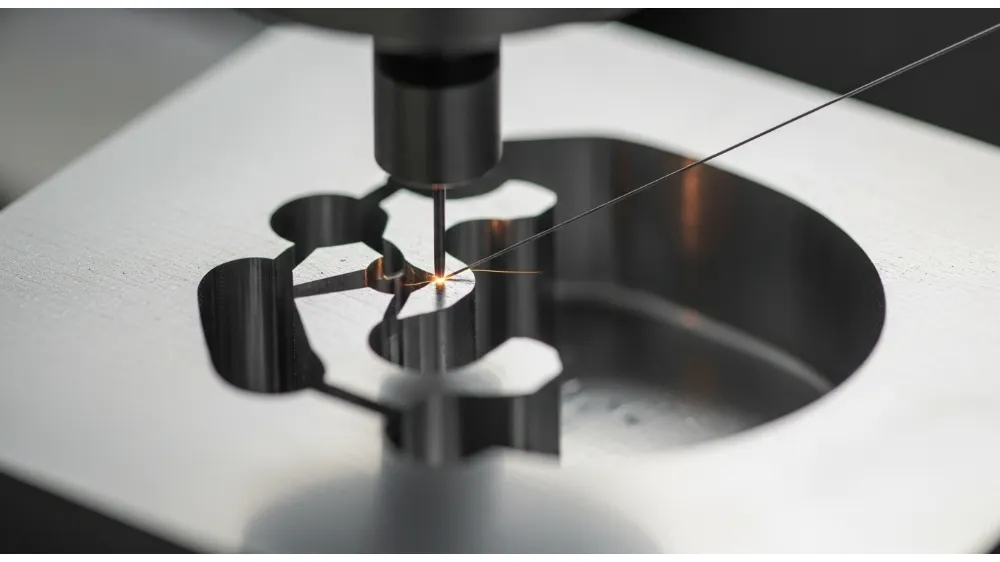
Wire EDM – kurz für Wire EDMDraht-elektrische Entladungsbearbeitung— ist ein Schneidverfahren, bei dem ein dünner, elektrisch geladener Draht Material durch schnelle elektrische Entladungen (Funken) von einem Werkstück erodiert. Anstelle einer mechanischen Klinge, die das Material physisch schneidet, nutzt der Prozess kontrollierte elektrische Energie, um mikroskopisch kleine Metallstücke zu verdampfen und so komplexe und mahlfreie Schnitte zu erzeugen.
Im Gegensatz zum herkömmlichen Fräsen oder Sägen erfordert Draht-EDM keinen physischen Kontakt zwischen Werkzeug und Werkstück. Dies macht es besonders geeignet für harte, spröde oder hitzeempfindliche Materialien wie gehärtete Stähle, Superlegierungen, Titan und exotische Legierungen, die weit verbreitet in der Luft- und Raumfahrt, Medizin und Werkzeugherstellung verwendet werden.
Wie der Wire-EDM-Prozess funktioniert
Im Zentrum von Wire EDM steht die kontrollierte elektrische Entladung. Hier ist eine vereinfachte Aufschlüsselung des Prozesses:
- Ein kontinuierlich gespeister dünner Draht (meist Messing, Wolfram oder Molybdän) fungiert als Elektrode.
- Der Draht berührt das Werkstück nie; Es wird jederzeit eine kontrollierte Funkenspalte aufrechterhalten.
- Werkstück und Draht werden in eine dielektrische Flüssigkeit (häufig deionisiertes Wasser) eingetaucht, die hilft, die Arbeitszone zu kühlen und erodierte Partikel abzuspülen.
- Elektrische Impulse überspringen die Lücke zwischen Draht und Werkstück, wodurch winzige Metallmengen schmelzen und verdampfen.
- Das CNC-System führt den Draht präzise entlang programmierter Pfade, um die gewünschte Geometrie zu erzeugen.
Diese Kombination aus elektrischer Entladung und präziser Steuerung ermöglichtPräzisionsdraht-EDMum Merkmale zu schneiden, die mit mechanischen Methoden schwierig oder unmöglich wären.
Schlüsselkomponenten von drahtgebundenen EDM-Systemen
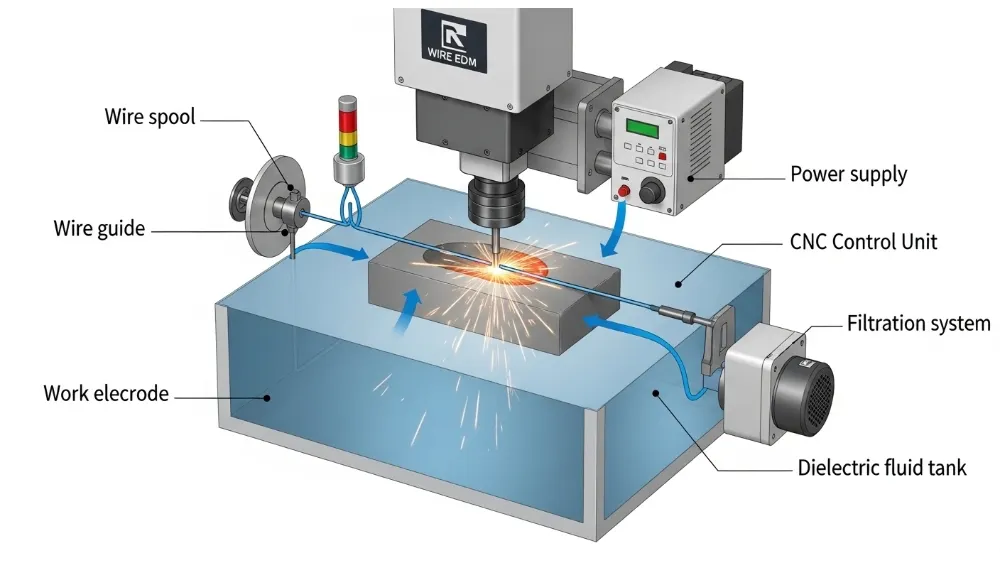
Eine typische Wire-EDM-Maschine umfasst:
- Stromversorgung:Liefert präzise elektrische Impulse, die die Funkenintensität steuern.
- Servosteuerungssystem:Sorgt für einen konstanten Funkenspalt und die Drahtspannung.
- Drahtzuführung:Liefert kontinuierlich frische Kabel, um abnutzungsbedingte Ungenauigkeiten zu vermeiden.
- Dielektrisches Spülsystem:Hält den Schneidbereich sauber und kühl.
- CNC-Steuerung:Übersetzt die Bauteilgeometrie in präzise Bewegungspfade.
Die Präzision im Draht-EDM entsteht durch die Synchronisation dieser Systeme, wodurch Teile mit Toleranzen bearbeitet werden können, die oft in Mikrometern gemessen werden.
Materialien, die für Draht-EDM geeignet sind
Einer der größten Vorteile von Wire EDM ist seine Fähigkeit, mit Materialien zu arbeiten, die auf herkömmliche Weise schwer zu bearbeiten sind:
- Gehärtete Werkzeugstähle(oft über 40 HRC)
- Wolframkarbid
- Titanlegierungen
- Inconel- und nickelbasierte Superlegierungen
- Kupfer- und Aluminiumlegierungen
- Graphit und andere leitfähige Materialien
Die einzige Voraussetzung ist, dass das Werkstück elektrisch leitfähig sein muss. Materialien wie Keramik, Kunststoffe und Verbundwerkstoffe können im Allgemeinen nicht mit Wire EDM geschnitten werden, es sei denn, sie sind beschichtet oder leitfähig gemacht.
Vorteile von Präzisionsdraht-EDM
Extrem hohe Genauigkeit
Draht-EDM kann Toleranzen innerhalb von ±0,001 mm und Oberflächenoberflächen erreichen, die den Bedarf an sekundären Operationen minimieren. Dieses Maß an Präzision ist entscheidend für Teile wie Stempel, Formen, medizinische Implantate und Luft- und Raumfahrtkomponenten.
Komplexe Geometrie-Fähigkeit
Da es einen dünnen Draht und elektrische Entladungen verwendet, kann Wire EDM komplexe Innenstrukturen, scharfe Ecken und dünne Wände schneiden, die beim Fräsen oder Drehen schwierig sind.
Minimale mechanische Belastung
Da kein direkter Werkzeugkontakt besteht,Präzisionsdraht-EDMübt keine Schneidkräfte auf das Teil aus. Das bedeutet, dass keine Verzerrung oder Spannung entsteht, wodurch die dimensionale Integrität erhalten bleibt, insbesondere bei dünnen oder empfindlichen Bauteilen.
Werke auf harten Materialien
Draht-EDM ist besonders gut darin, gehärtete Stähle und Superlegierungen zu bearbeiten, ohne dass das Material vor dem Schneiden weich oder glühend gemacht werden muss.
Ausgezeichnete Oberflächenqualität
Die kontrollierte Natur der Funkenerosion führt zu feinen Oberflächenoberflächen, wodurch der Bedarf an Polieren oder Schleifen in vielen Anwendungen reduziert wird.
Einschränkungen und Kompromisse
Obwohl Wire EDM überzeugende Vorteile bietet, ist es nicht für jede Situation perfekt:
- Langsame Materialentfernung:Elektrische Erosion ist langsamer als mechanisches Schneiden, was Draht-EDM für die Entfernung großer oder großer Materialien weniger effizient macht.
- Nur leitfähige Materialien:Nichtleitende Werkstücke müssen vor der Bearbeitung leitfähig gemacht werden.
- Drahtkosten und Verbrauchsgüter:Draht- und dielektrische Flüssigkeitsverbrauchsmaterialien erhöhen die Betriebskosten.
- Kantenrundung:Der Funkenspalt führt zu leichten Eckradien, die im Design berücksichtigt werden müssen.
Trotz dieser Einschränkungen,Präzisionsdraht-EDMist oft die einzige praktikable Methode für hochpräzise und komplexe Bauteile.
Vergleich mit anderen Bearbeitungsmethoden
Draht-EDM vs. CNC-Fräsen
CNC-Fräsen verwendet Werkzeugbits, um Material physisch zu entfernen. Es ist schneller für die allgemeine Materialentfernung und größere Bauteile, aber es stößt auf Herausforderungen beim Schneiden von extrem harten Legierungen oder komplexen inneren Elementen. Draht-EDM füllt diese Lücke mit überlegener Präzision und der Fähigkeit, komplexe Profile mit geringer mechanischer Belastung zu schneiden.
Draht-EDM vs. Stirnsenk-EDM
Beide sind EDM-Prozesse, aber:
- Draht-EDM:Verwendet einen durchgehenden Draht und eignet sich ideal zum Durchschneiden von Teilen.
- Das sinkende EDM:Verwendet geformte Elektroden, um Hohlräume und Formen zu erodieren.
Draht-EDM wird für Durchschnittanwendungen und Bauteile bevorzugt, die enge Genauigkeiten auf Profilen erfordern.
Anwendungen von Draht-EDM in der modernen Fertigung
Draht-EDM wird umfangreich in Branchen eingesetzt, die Präzision und Zuverlässigkeit erfordern.
Luft- und Raumfahrtindustrie
Luft- und Raumfahrtteile erfordern oft komplexe Geometrien in harten Superlegierungen, die konventionell schwer zu bearbeiten sind. Einspritzkomponenten, Turbinenteile und Präzisionshalterungen profitieren von Wire EDM.
Werkzeug- und Matrisenherstellung
Formen, Stanzen, Werkzeuge und filigrane Werkzeugeinsätze werden aufgrund seiner hohen Genauigkeit und Wiederholbarkeit häufig mit Draht-EDM zugeschnitten.
Medizinische Geräte
Medizinische Implantate und Instrumente – wie maßgeschneiderte Prothesen, chirurgische Werkzeuge und Präzisionskomponenten – verlangen sowohl Genauigkeit als auch Oberflächenqualität, die Wire EDM bietet.
Automobilproduktion
Draht-EDM wird verwendet, um präzise Übertragungsteile, Sensoren, Steckverbinder und Prototypkomponenten zu schneiden, insbesondere wenn Härte und kleine Merkmale erforderlich sind.
Programmierung und Steuerung: Wie CNC-Führungen EDM verdrahten
Draht-EDM basiert auf fortschrittlicher CNC-Programmierung, um präzise Schneidpfade zu verfolgen. CAD/CAM-Software wandelt 3D-Entwürfe in Bewegungsanweisungen um und passt dabei Parameter an wie:
- Drahtzufuhrrate
- Puls-Ein/Aus-Dauern
- Servo-Gap-Steuerung
- Zuführungsschritte für Abschlussdurchgänge
Bediener optimieren diese Einstellungen basierend auf Materialtyp, Bauteilgeometrie und gewünschter Oberflächenoberfläche.
Dielektrische Flüssigkeiten und Drahtauswahl
Dielektrische Flüssigkeit (oft deionisiertes Wasser) erfüllt mehrere Funktionen: Sie kühlt die Schneidzone, spült erodierte Partikel und stabilisiert das elektrische Entladungsverhalten. Der Draht selbst beeinflusst die Schnittqualität; Gängige Drahttypen sind beschichteter Messingdraht für feine Oberflächen oder dickere Drähte für schnelleres Schneiden.
Tipps für erfolgreiche drahtgebundene EDM-Operationen
- Programmieren Sie immer Ein- und Ausführungswege, um Drahtbrüche zu verhindern.
- Verwenden Sie mehrere Durchgänge (Roh- und Finishing) für die beste Oberflächenqualität.
- Überwachen Sie die dielektrische Sauberkeit, um Kurzschlüsse und Schnittinstabilität zu vermeiden.
- Halten Sie eine konstante Drahtspannung für präzise Schnittprofile aufrecht.
- Wählen Sie den Drahtdurchmesser basierend auf der Größe der Merkmale und den Anforderungen an die Oberflächenbehandlung.
Kosten und Überlegungen für Hersteller
Draht-EDM-Maschinen haben aufgrund von Verbrauchsmaterialien höhere Kosten pro Bauteil und niedrigere Schnittraten im Vergleich zur herkömmlichen Bearbeitung. Bei hochpräzisen Komponenten kompensieren jedoch die Verringerung der Sekundäroperationen und die verbesserte Bauteilqualität oft die zusätzlichen Kosten.
Häufig gestellte Fragen (FAQ)
F1: Welche Materialien kann Wire EDM schneiden?
A: Draht-EDM kann jedes elektrisch leitfähige Material durchtrennen, einschließlich gehärteter Stähle, Titan, Superlegierungen, Kupferlegierungen und Graphit.
F2: Ist Draht-EDM für die Massenproduktion geeignet?
A: Ja, wenn die Präzision die Zykluszeit überwiegt und wenn Wiederholbarkeit und Genauigkeit entscheidend sind. Automatisierung hilft, die Produktion zu skalieren.
F3: Welche Dicke kann Draht-EDM bewältigen?
A: Die praktischen Schneiddicken reichen je nach Maschinenkapazität von dünnen Folien bis zu mehreren hundert Millimetern dicken Teilen.
F4: Wie präzise ist Wire EDM?
A: Typische Toleranzen liegen innerhalb von Mikrometern, und Oberflächenoberflächen sind oft den mechanischen Schneidmethoden überlegen.
F5: Erzeugt Wire-EDM hitzebeeinflusste Zonen?
A: Minimale Wärme ist lokalisiert, und das Dielektrikum kühlt die Fläche schnell ab, was zu einer vernachlässigbaren thermischen Verzerrung führt.
Frage 6: Welche Branchen nutzen Wire EDM am meisten?
A: Die Luft- und Raumfahrt, Medizintechnikherstellung, Automobil-Präzisionsteile sowie Werkzeug-/Stanzmarkenherstellung verwenden häufig Draht-EDM für hochpräzise Bauteile.
Fazit
Precision Wire EDM ist eine leistungsstarke und unverzichtbare Technologie in der modernen Fertigung, die unvergleichliche Genauigkeit, die Fähigkeit bietet, komplexe Geometrien zu schneiden, sowie die Kompatibilität mit harten oder hitzeempfindlichen Materialien. Obwohl sie langsamer und kostspieliger sind als einige traditionelle Methoden, machen ihre Vorteile in Präzision, Oberflächenqualität und stressfreiem Schneiden sie zu einem unverzichtbaren Werkzeug für Luft- und Raumfahrt, Medizin und Hochpräzisionstechnik.
Indem man versteht, was Präzisionsdraht-EDM ist, wie es funktioniert und wo es am effektivsten ist, können Ingenieure und Hersteller bessere Entscheidungen über Bearbeitungsstrategien treffen, die die Qualität maximieren, Verschwendung minimieren und das Produktionsrisiko verringern.