
Was ist Multi-Jet Fusion (MJF) 3D-Druck? Vollständiger Leitfaden
Multi-Jet Fusion (MJF) 3D-Druck ist eine fortschrittliche additive Pulverbettfertigungstechnologie, die flüssige Fusions- und Detailierungsmittel verwendet, um hochdichte, funktionale Kunststoffteile herzustellen. Entwickelt von HP, funktioniert dieses Verfahren, indem ein Tintenstrahl-Array von Stoffen über ein Bett aus Polymerpulver aufgetragen wird, das dann mittels Infrarotwärme zu einer festen Schicht verschmolzen wird. MJF ist weithin bekannt für die Herstellung isotroper Bauteile mit hoher Maßgenauigkeit und mechanischer Festigkeit, was es zu einer bevorzugten Wahl für Endkomponenten im Industriebereich macht,
Wie Multi-Jet Fusion Technology funktioniert: Der MJF-Prozess
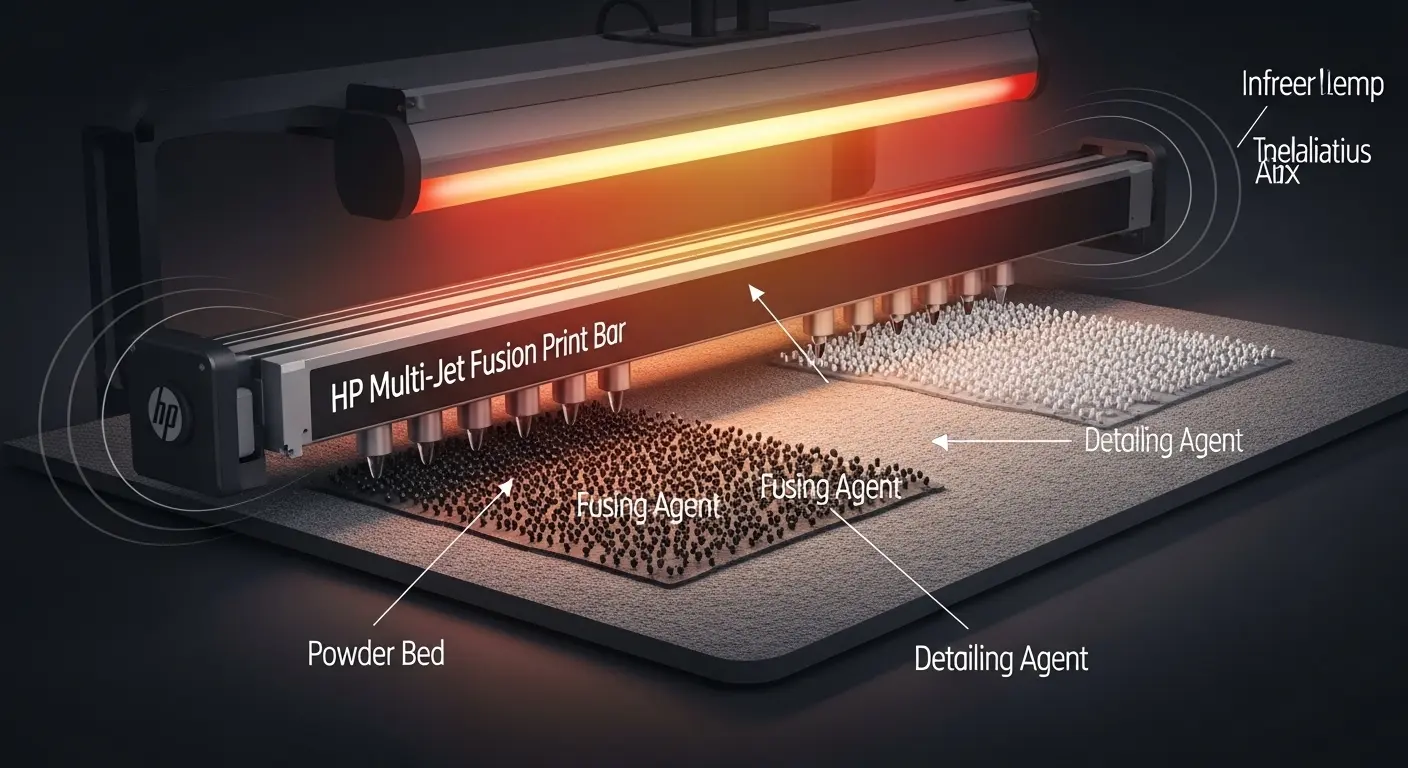
Der Multi-Jet Fusion-Prozess unterscheidet sich von anderen Pulverbett-Technologien durch seinen einzigartigen "flächenbasierten" Ansatz. Anstelle eines Lasers, der einen Pfad zeichnet (wie in SLS zu sehen), verwendet MJF eine Druckleiste, die die gesamte Baubreite abdeckt. Dadurch kann die Maschine Mittel abfüllen und die gesamte Schicht in einem Durchgang erhitzen, was die Produktionsgeschwindigkeit erheblich erhöht. Der Prozess beginnt mit einer dünnen Materialschicht – typischerweise Nylon PA12 – die über die Bauplattform verteilt wird.
Zwei verschiedene Arten von Agenten erleichtern den Bau. Das "Zündmittel" wird dort aufgetragen, wo das Teil fest sein soll, um infrarote Energie zu absorbieren, um das Pulver zu schmelzen. Gleichzeitig wird an den Rändern des Teils ein "Detailing-Agent" angewendet. Dieses Detailmittel verdunstet und kühlt das umgebende Pulver und verhindert, dass die Wärme in benachbarte Bereiche übergeht. Dieses Dual-Agent-System sorgt für scharfe Kanten und eine hohe Auflösung der Merkmale. Sobald eine Schicht verschmolzen ist, bewegt sich die Bauplattform nach unten, eine neue Pulverschicht wird verteilt und der Zyklus wiederholt sich, bis die Teile vollständig sind.
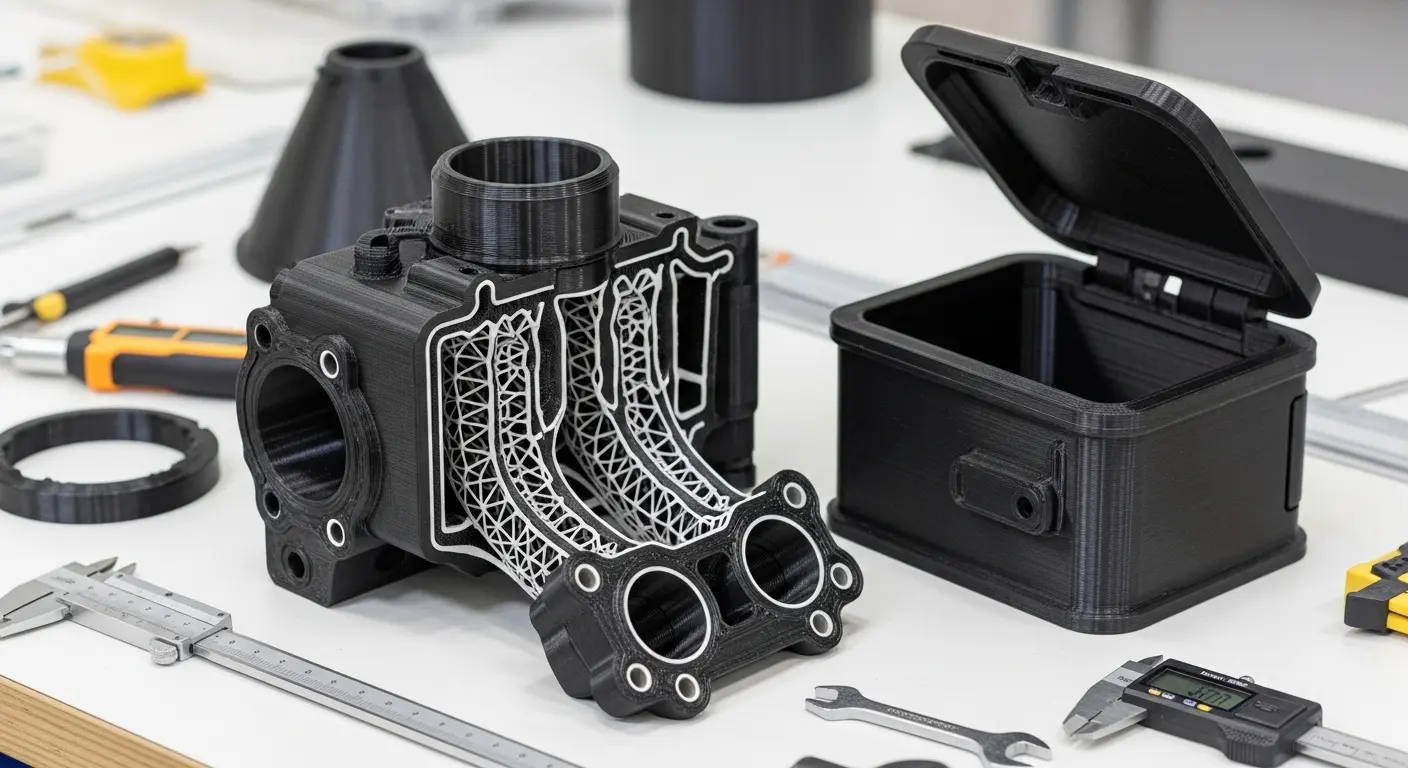
Nach dem Bau wird der gesamte Pulverkuchen zur Kühlung in eine Bearbeitungsstation gebracht. Da die Teile vom umgebenden, nicht gesinterten Pulver getragen werden, genießen Designer enorme geometrische Freiheit. Es besteht kein Bedarf an Stützstrukturen, was die manuelle Arbeit reduziert und die Herstellung von inneren Kanälen oder Ineinandergreifenden Teilen ermöglicht, die bei herkömmlichem Formen oder FDM-Druck unmöglich wären.
MJF vs SLS 3D-Druck: Wichtige Unterschiede für Ingenieure
Für Ingenieurteams, die einen HP MJF 3D-Druckdienst bewerten, ist der häufigste Vergleich mit Selective Laser Sintering (SLS). Obwohl beide Technologien Pulverbetten und Nylonmaterialien verwenden, unterscheiden sich die mechanischen Ergebnisse und Oberflächenqualitäten. SLS verwendet einen CO2-Laser zum Sinteren von Pulver, während MJF Infrarot-Wärme und chemische Mittel verwendet. Dieser grundlegende Unterschied in der Energieversorgung beeinflusst, wie die Polymerketten binden, insbesondere an der Z-Achse.
Einer der Hauptvorteile industrieller MJF 3D-Drucker ist seine überlegene Isotropie. Bei vielen 3D-Druckverfahren erzeugt das "Korn" der Schichten einen Schwachpunkt in der vertikalen Richtung. MJF erreicht nahezu identische Festigkeit in den X-, Y- und Z-Achsen, da das Infraroterwärmungsverfahren ein gleichmäßigeres thermisches Profil über das Teil gewährleistet. Für Beschaffungsmanager bedeutet dies ein zuverlässigeres Bauteil, das weniger wahrscheinlich unter mehrachsigen Lasten vor Ort versagt.
Mechanische Eigenschaften und isotrope Festigkeit
Die isotrope Festigkeit ist das definierende Merkmal von MJF. In der Funktionsprüfung zeigen MJF-Teile beim Bruch eine höhere Verlängerung als SLS, was bedeutet, dass sie sich stärker verformen können, bevor sie versagen. Dies ist besonders nützlich für 3D-gedruckte Prototypen für Unterhaltungselektronik, die Snap-Fits oder lebende Scharniere benötigen. Im Vergleich dazu kommt das MJF PA12 den mechanischen Eigenschaften des geformten Nylon 12 bemerkenswert nahe.
Dimensionsgenauigkeit und Merkmalsauflösung
MJF ist in der Lage, sehr enge Toleranzen zu erreichen, typischerweise etwa ±0,2 mm oder ±0,2 % bei größeren Bauteilen. Das Detailiermittel ermöglicht schärfere Ecken und feinere Texturen, als es mit der relativ größeren Laserpunktgröße von SLS üblich ist. Da der Prozess jedoch erhebliche Wärme erfordert, ist das Wärmemanagement entscheidend. Bei SunOn identifiziert unser von DFM geführter Angebotsverfahren Bereiche, in denen Wärme anreichern kann – wie dicke Querschnitte – und schlägt Designänderungen wie Aushöhlung vor, um sicherzustellen, dass die endgültigen Maße korrekt bleiben.
Multi Jet Fusion Materials: Fokus auf PA11 und PA12
Der Erfolg eines additiven Fertigungsprojekts hängt stark von der Materialwahl ab. Die meisten Multi Jet Fusion Materialien sind Nylons, die wegen ihrer chemischen Beständigkeit, Haltbarkeit und Vielseitigkeit geschätzt werden. Da MJF Bauteile mit geringer Porosität herstellt, werden diese Materialien häufig für luftdichte oder wasserdichte Anwendungen verwendet, wie etwa Fluidkrümmer oder druckprüfbare Gehäuse.
Bei der Materialauswahl müssen die Beschaffung von Leads die mechanischen Anforderungen des Bauteils mit den Umweltbedingungen in Einklang bringen, denen es ausgesetzt ist. Während PA12 der Industriestandard ist, bietet PA11 eine höhere Aufprallfestigkeit für Teile, die starken Vibrationen oder Kollisionen ausgesetzt sind. Wir stellen vollständige Dokumentation für diese Materialien bereit, sodass QA-Manager die Einhaltung internationaler Standards für Automobil- oder Industrieausrüstung überprüfen können.
PA12: Der Standard für funktionale Industrieteile
MJF PA12-Eigenschaften machen es zum Arbeitspferd der MJF-Technologie. Sie bietet eine ausgezeichnete Balance zwischen Steifigkeit und Festigkeit mit einer feinkörnigen Oberflächenoberfläche. PA12 ist hochresistent gegen Chemikalien, darunter Kohlenwasserstoffe, Öle und Fette, was es ideal für Motorkomponenten oder industrielle Maschinenteile macht. Seine geringe Feuchtigkeitsaufnahme sorgt dafür, dass Teile auch in feuchten Umgebungen ihre dimensionale Stabilität bewahren, was ein häufiges Anliegen bei der weltweiten B2B-Beschaffung ist.
PA11: Hochwirkungsbeständigkeit und Biokompatibilität
Nylon PA11 ist ein biologisch gewonnenes Material, das aus Rizinusöl hergestellt wird. Er ist duktiler als PA12 und bietet eine überlegene Aufprallbeständigkeit. Für Medizintechnikprototyp-3D-Druck ist PA11 oft die bevorzugte Wahl, da es biokompatibel ist und USP Class I-VI sowie ISO 10993 Tests besteht. Seine Fähigkeit, Energie ohne Zersplittern aufzunehmen, macht es zu einer ausgezeichneten Wahl für Orthesen, Prothesen und Schutzkleidung, bei denen menschlicher Kontakt und Haltbarkeit von größter Bedeutung sind.
Industrielle MJF 3D-Druckvorteile für Sourcing Manager
Aus Sourcing-Sicht ist der Hauptvorteil von MJF die Geschwindigkeit auf Markt. Da die Technologie Tausende von Teilen in einem einzigen Bau drucken kann, überbrückt sie effektiv die Lücke zwischen Prototyping und Massenproduktion. Für kleine bis mittlere Chargen (bis zu 1.000 Einheiten) bietet MJF oft geringere Gesamtkosten als Spritzgießen, da dadurch der fünfstellige Aufwand für Stahlwerkzeuge entfällt.
Darüber hinaus ermöglicht MJF die "verteilte Fertigung". Ein Hardware-Hersteller kann sein Design mit einigen Dutzend MJF-Teilen validieren, bevor er zu SunOn's Guss- vs. 3D-Druck-Vergleichsanalyse wechselt, um zu entscheiden, wann man auf Hard-Tooling umsteigen sollte. Dieser agile Ansatz bewahrt Kapital und ermöglicht Designänderungen auf Basis realer Marktrückmeldungen, ohne den Nachteil, teure Formen zu verwerfen.
Die Designfreiheit von MJF vereinfacht zudem die Lieferketten. Anstatt fünf separate Spritzgussteile in einem einzigen Gehäuse zusammenzusetzen, kann ein Ingenieur die gesamte Baugruppe in einem MJF-gedruckten Bauteil zusammenfassen. Dies reduziert die Anzahl der Inventar-SKU, eliminiert Montagearbeit und beseitigt potenzielle Schwachstellen wie Befestigungselemente oder Klebemittel.
Nachbearbeitungsoptionen für MJF-Teile bei SunOn
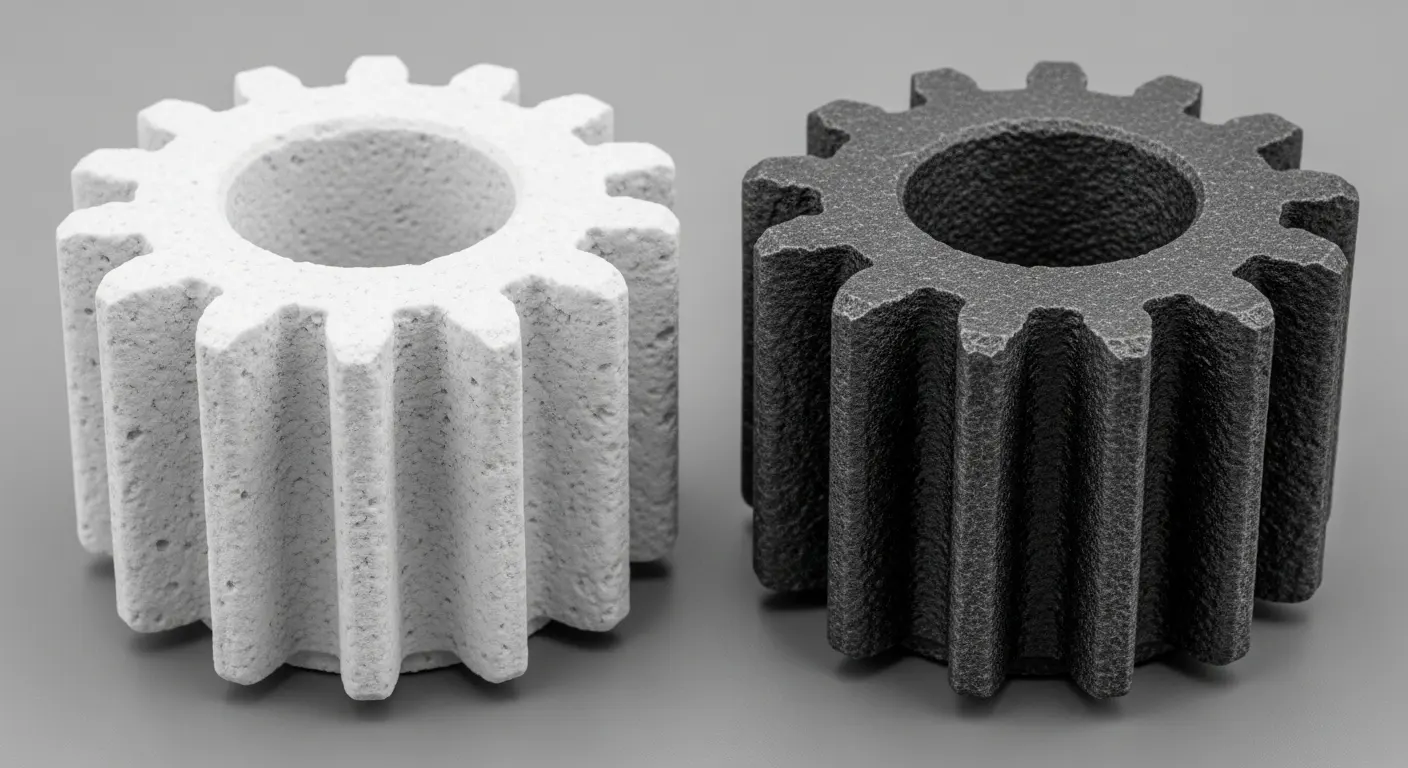
Rohe MJF-Teile kommen aus dem Puderbett mit einer körnigen, steinartigen Textur und einer natürlichen grauen oder schwarzen Farbe hervor. Obwohl funktional, benötigen diese Teile oft eine Nachbearbeitung, um ästhetische oder technische Anforderungen zu erfüllen. SunOn bietet ein vollständiges Portfolio an Finishing-Dienstleistungen an, um sicherzustellen, dass Ihre Prototypen oder Endteile professionelle Standards für "handelsreife" Qualität erfüllen.
Das Färben ist der häufigste Nachbearbeitungsprozess für MJF. Da die Teile leicht porös sind, nehmen sie schwarze Farbe außergewöhnlich gut auf, was zu einer tiefen, gleichmäßigen Farbe führt, die nicht abblättert. Für Teile, die eine glattere Oberfläche benötigen, bieten wir Perlenstrahlen an, bei dem feines Medium verwendet wird, um die Oberflächenstruktur auszugleichen. Für Automobil- oder Verbraucherteile ist Dampfglättung verfügbar; Dieser chemische Prozess versiegelt die Oberfläche, macht sie glänzend und erhöht ihre Widerstandsfähigkeit gegenüber Flüssigkeiten und Gasen erheblich.
Wir bieten auch Sekundärbearbeitung für Teile an, die extrem enge Toleranzen erfordern, wie Lagersitze oder Gewindelöcher. Indem wir die geometrische Komplexität von MJF mit der Präzision der CNC-Bearbeitung kombinieren, liefern wir Teile, die den anspruchsvollsten technischen Anforderungen entsprechen. Dieser "hybride" Ansatz ist ein Grundpfeiler unseres Prototyp-zu-Serien-Modells und stellt sicher, dass Sie niemals bei der Genauigkeit Kompromisse eingehen müssen.
FAQ: Fragen mit hoher Absicht zur MJF-Technologie
Ist MJF stärker als SLS?
MJF-Bauteile sind in der Z-Achse (vertikal) in der Regel stärker als SLS-Bauteile, da im Prozess gleichmäßigere Heiz- und Sicherungsmittel verwendet werden. Obwohl die rohe Zugfestigkeit der Materialien ähnlich ist, macht die überlegene Isotropie von MJF es zuverlässiger für Bauteile, die während der Nutzung Kräften aus mehreren Richtungen ausgesetzt sind.
Können MJF-Teile in verschiedenen Farben gefärbt werden?
MJF-Teile sind von Natur aus grau oder schwarz und werden am effektivsten tiefschwarz gefärbt. Während einige hellgraue Bereiche in dunklen Blautönen oder Grüntönen gefärbt werden können, ist der Prozess nicht so lebendig wie das Färben weißer SLS-Teile. Für Teile, die spezielle Markenfarben benötigen, empfehlen wir professionelle Lackierung oder die Wahl einer anderen additiven Technologie.
Ist MJF 3D-Druck wasserdicht?
MJF-Teile sind wasserdicht, aber in ihrem Rohzustand nicht von Natur aus zu 100 % wasserdicht, da die Oberfläche leicht porös ist. Nach der Behandlung mit Dampfglättung oder spezialisierten Beschichtungen werden die MJF PA12-Komponenten jedoch effektiv wasserdicht und luftdicht, was sie für Flüssigkeitstanks, Kanäle und Verteiler geeignet macht.
Was ist die minimale Wanddicke für MJF?
Die empfohlene Mindestwanddicke für MJF beträgt 0,5 mm für strukturelle Merkmale, wobei 1,0 mm für bessere Maßstabilität und Festigkeit bevorzugt werden. Für sehr kleine, nicht-strukturelle Details kann die Technologie Merkmale bis zu 0,3 mm auflösen, vorausgesetzt, die Geometrie wird während der Bau- und Kühlphase korrekt unterstützt.
Ist MJF für die Endproduktion geeignet?
Ja, MJF ist eine der wenigen 3D-Drucktechnologien, die speziell für die Endproduktion entwickelt wurden. Seine hohe Geschwindigkeit, isotrope mechanische Eigenschaften und Materialhaltbarkeit machen es zu einer geeigneten Alternative zum Spritzgießen für Chargengrößen von 50 bis 1.000 Einheiten, insbesondere für komplexe Geometrien.
Wie vergleicht sich MJF im Vergleich zum Spritzgießen für Nylon?
MJF PA12 ahmt die mechanischen Eigenschaften von spritzgegossenem Nylon 12 sehr genau nach und bietet etwa 80 % bis 90 % der Festigkeit. Der Hauptunterschied liegt in der Oberflächenoberfläche; MJF hat eine matte, leicht körnige Textur im Vergleich zur glatten, polierten Oberfläche eines geformten Teils, sofern keine sekundäre Dampfglättung angewendet wird.
Welche Branchen nutzen MJF am meisten?
MJF wird stark in der Automobil-, Medizin- und Unterhaltungselektronikbranche eingesetzt. Es wird besonders geschätzt, um Bauteile zu erleichtern, maßgeschneiderte medizinische Orthesen herzustellen und langlebige Gehäuse für Elektronik herzustellen, die komplexe interne Kabelverwaltung oder Snap-Fit-Baugruppen erfordern.
Wie hoch ist die typische Vorlaufzeit für ein MJF-Projekt?
Die Standardlieferzeiten für die MJF-Produktion bei SunOn liegen typischerweise bei 3 bis 5 Werktagen für Teile ohne fortgeschrittene Nachbearbeitung. Da die Technologie ganze "Bins" von Teilen auf einmal drucken kann, ist sie für kleine Chargen deutlich schneller als Technologien, die auf Einzellaser-Sinterung oder Filamentextrudion setzen.
Fazit: Innovation mit MJF bei SunOn vorantreiben
Multi-Jet Fusion hat das Mögliche im Bereich der Kunststoffherstellung neu definiert. Indem ein Weg angeboten wird, der die Geschwindigkeit der additiven Fertigung mit der Stärke traditioneller Formen verbindet, bietet es B2B-Teams ein beispielloses Werkzeug für Innovation. Egal, ob Sie ein neues Prototyp eines Medizintechnik-3D-Druckprojekts validieren oder eine schnellere Methode zur Herstellung von Industriegehäusen suchen – MJF liefert die Leistung und Zuverlässigkeit, die Ihr Projekt verlangt.
SunOn Industrial Group ist Ihr Partner auf dieser Reise. Unsere Expertise sowohl im 3D-Druck als auch im Spritzgießen ermöglicht es uns, Sie genau zu beraten, wann Sie MJF verwenden sollten und wann es Zeit ist, auf Stahlwerkzeuge umzusteigen. Wir bieten die technische Tiefe, DFM-geführte Angebote und Qualitätssicherung, die globale Beschaffungsführungskräfte von einem führenden chinesischen Produktionspartner erwarten.
Bereit zu sehen, wie MJF Ihre Produktion beschleunigen kann? Kontaktieren Sie noch heute das SunOn-Ingenieurteam für eine detaillierte DFM-Überprüfung und ein Angebot für Ihr Multi-Jet Fusion-Projekt.