
Wie man Edelstahlrohre verbiegt: Wichtiger Leitfaden für Hersteller
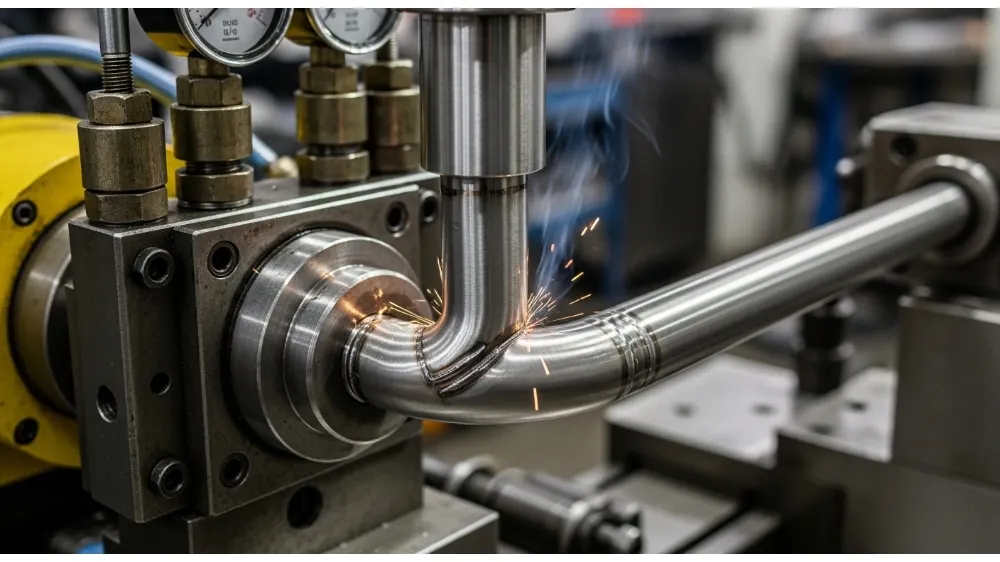
Edelstahlrohre werden in Branchen weit verbreitet eingesetzt, die von Automobilabgassystemen bis hin zu medizinischen Geräten, Sanitäranlagen und strukturellen Gerüsten reichen, dank seinerAusgezeichnete Korrosionsbeständigkeit, Festigkeit und ästhetische Oberfläche. Einer der zentralen Formungsprozesse in der Fertigung istBiegen von Edelstahlrohren, was es ermöglicht, benutzerdefinierte Geometrien zu erstellen, ohne zusätzliche Abschnitte zu schweißen. Das Biegen von Edelstahlrohren ist jedoch nicht immer einfach – die mechanischen Eigenschaften der Legierung erschweren die Formhaltung, verhindern das Ausdünnen der Wand und verhindern unerwünschte Verformungen.
In diesem Leitfaden erläutern wir den SchlüsselMethoden zum Biegen von Edelstahlrohren, Designüberlegungen, häufige Herausforderungen und praktische Tipps, die Ihnen helfen, jedes Mal konstante, hochwertige Biegungen zu erreichen.
Warum Edelstahlrohre schwer zu biegen sein können
Edelstahl wird wegen seiner Festigkeit und Haltbarkeit geschätzt, aber genau diese Eigenschaften machen das Biegen anspruchsvoller als weichere Metalle wie Aluminium oder Kupfer. Eshohe Streckgrenze und geringe DuktilitätSie erfordern oft mehr Kraft und kontrollierte Werkzeuge, um Knicke, Falten oder übermäßigen Rückstand zu vermeiden.
Zusätzlich werden Faktoren wieWanddicke, Rohrdurchmesser und ob das Rohr nahtlos oder geschweißt istspielt eine große Rolle dabei, wie leicht das Material fehlerfrei gebugt werden kann. Dickere Wände neigen beispielsweise dazu, Einsturz zu verhindern, erfordern aber höhere Kräfte zur Formung, während geschweißte Rohre Schwachstellen entlang der Naht verursachen können, die die Biegqualität beeinflussen.

Hauptmethoden zum Biegen von Edelstahlrohren
Es gibt verschiedene industrielle Techniken zum Biegen von Edelstahlrohren, die jeweils für unterschiedliche Bauteilanforderungen und Bieggeometrien geeignet sind.
Mandrel-Rohrbiegen
Mandrelbiegen ist eine der präzisesten verfügbaren Methoden. In diesem Prozess gilt einFester oder artikulierender Dornwird in das Rohr an der Biegestelle eingesetzt, während das Rohr um eine Biegematrieze gedreht wird. Eine unterstützende Wischerwischmaschine wischt über den Innenradius, um Falten zu reduzieren und das Einstürzen der Rohrwände zu verhindern.
Diese Methode ist ideal, wenn Sie es brauchenEnge Radien und gleichmäßige, gleichmäßige Biegungeninsbesondere für dünnwandige Rohre, die in der Automobil-, Luft- und Raumfahrt- und Architekturanwendung eingesetzt werden. Der innere Dorn stützt das Rohr von innen, bietet maximale Kontrolle über die Wanddicke und verhindert häufige Defekte wie Abflachung und Ovalitätsänderungen.
Drei-Roll- oder Sektionsbiegen
Dreiwalzbiegen verwendet eine Reihe von Rollen, die in einer dreieckigen Anordnung angeordnet sind. Das Rohr wird durch diese Walzen geführt, und durch Anpassung der Walzenpositionen kann man große Radien oder sogar kontinuierliche Kurven und Spiralen bilden.
Diese Methode ist besonders nützlich für die ErstellungBiegungen mit großem Radiuswo Mandrel-Biegen unpraktisch oder unnötig sein könnte. Es wird häufig in architektonischen Bauwerken, großen Rohrleitungssystemen und dekorativen Metallarbeiten eingesetzt, bei denen glatte Kurven erforderlich sind.
Draw Bending
Das Zugbiegen ähnelt dem Mandrel-Bändigen, tut es aberVerwenden Sie nicht immer eine interne Unterstützung. Stattdessen wird das Rohr um einen festen Chip gezogen und gespannt, der den Biegeradius bestimmt.
Obwohl weniger stützend als Mandrelbiegen, liefert das Zugbiegen bei moderaten Radien und dickeren Wandrohren dennoch konstante Ergebnisse. Diese Methode wird oft für strukturelle Bauteile wie Überrollkäfige, Geländer oder Maschinenrahmen gewählt, bei denen extreme Präzision nicht so entscheidend ist.
Kompressionsbiegen
Beim Kompressionsbiegen wird eine statische Biegmatrie verwendet, während eine Druckmatrize das Rohr dagegen drückt und es zwingt, dem Matrizenprofil zu folgen.
Dieses Verfahren eignet sich am besten fürEinfache Biegungen und MassenproduktionWeil es schnell und effizient ist. Allerdings ist es nicht ideal für Biegungen mit engen Radien oder Anwendungen, bei denen die Rundung der Röhre unerlässlich ist – Verformungen und Abflachungen können auftreten, wenn die Rohrwände nicht ausreichend abgestützt sind.

Wesentliche Überlegungen vor dem Biegen
Biegeradius und Mittellinienanforderungen
DieBiegeradius– der auf die Mittellinie des Rohrs gemessenen Lichtbogen – bestimmt, wie stark der Schlauch sich beim Biegen dehnt und zusammendrückt. Eine gängige Faustregel ist, dass der minimale sichere Biegeradius für das Zugbiegen istmindestens 2 × Rohrdurchmesser, während das Rollenbiegen typischerweise erfordertgrößere Verhältnisse wie 7 × Durchmesserum die Integrität der Form zu bewahren.
Enge Radien erhöhen das Risiko von Wandverdünnung und Rückfederung, weshalb sie oft Stützwerkzeuge wie Reime oder spezialisierte Werkzeuge benötigen, um eine akzeptable Qualität zu erreichen.
Fließkraft und Rücklauf
Die hohe Streckgrenze von Edelstahl bedeutet, dass er dazu neigt,Federn nach dem Biegen leicht zurück, also musst du vielleicht über den Zielwinkel hinaus biegen, um das auszugleichen.
Das Verständnis der Streckgrenze Ihres Rohrs hilft dabei, zu bestimmen, wie viel Überbiegung nötig ist, und leitet die Werkzeugauswahl, um genaue Endwinkel zu erzielen.
Wanddicke und Rohrdurchmesser
Dickere Wände bieten im Allgemeinen eine höhere Widerstandsfähigkeit gegen Verformung und Einsturz; sie erfordern jedoch auch höhere Biegekräfte und können die Präzision herausfordernder machen. Schläuche mit sehr dünnen Wänden sind anfälliger fürKinken oder Knitternes sei denn, es werden innere Stützen verwendet.
Geschweißtes vs. nahtloses Rohr
Sowohl geschweißte als auch nahtlose Edelstahlrohre können gebogen werden, aber nahtlose Rohre sind in der Regel handhabendEnge Radien sind besserweil ihnen eine Schweißnaht fehlt, die als Spannungskonzentrationspunkt dienen kann.
Geschweißte Rohre können dennoch für Anwendungen mit sanfteren Kurven oder weniger strengen Maßanforderungen geeignet sein, aber eine sorgfältige Prozesssteuerung ist unerlässlich, um Verformungen entlang der Naht zu vermeiden.
Werkzeuge und Ausrüstung zum Biegen von Edelstahlrohren
Es gibt verschiedene Werkzeuge zum Biegen von Edelstahlrohren, die vonEinfache manuelle Rohrbieger— ideal für Arbeiten mit kleinem Durchmesser oder Prototypen — bishydraulische und CNC-Biegemaschinenfür industrielle Produktionsläufe.
In Produktionsumgebungen bieten CNC-Rohrbiegmaschinen eine hohe Wiederholbarkeit, präzise Kontrolle über Biegewinkel und die Möglichkeit, komplexe Biegefolgen zu programmieren – unerlässlich für Sonderteile in der Automobil-, Luft- und Raumfahrt- und Medizinindustrie.
Best Practices für hochwertige Biegungen
Sanfte, verzerrungsfreie Biegungen zu erreichen, erfordert mehr als nur die Wahl der richtigen Maschine. Betrachten Sie diese praktischen Tipps:
- Verwenden Sie Schmiermittelbei Biegformen, um Reibung zu reduzieren und Oberflächen zu schützen.
- Intern unterstützen Sie dünnwandige Rohremit einem Dorn- oder Füllmaterial wie Sand für manuelles Biegen.
- Testen Sie zuerst auf SchrottmaterialUm deine Biege-Einstellungen zu feinjustieren.
- Messen und markieren Sie Ihre Biegepunkte sorgfältigum Wiederholbarkeit und Genauigkeit sicherzustellen.

Typische Anwendungen von gebogenen Edelstahlrohren
Edelstahlrohre finden aufgrund ihrer Anwendung in einer Vielzahl von BranchenKorrosionsbeständigkeit, Festigkeit und Umformbarkeit:
Industrielle Geräterahmen und Rohrleitungen, Fahrzeugabgas- und Überschlagstrukturen, architektonische Geländer und Möbel, medizinische und Laborgeräte, Solarpaneelstützen und Sanitäranlagen verwenden häufig gebogene Edelstahlrohre.
FAQ – Häufige Fragen zum Biegen von Edelstahlrohren
F1: Ist das Biegen von Edelstahlrohren schwierig?
A: Ja – die hohe Festigkeit von Edelstahl macht ihn anspruchsvoller als weichere Metalle, aber richtige Werkzeuge und Technik machen präzise Biegungen möglich.
F2: Welche Biegemethode ist am besten für enge Radien?
A: Mandrelbiegung wird für enge Radien bevorzugt, da sie das Rohrinnere stützt und Verformungen reduziert.
F3: Können alle Edelstahlrohre gebogen werden?
A: Sowohl geschweißte als auch nahtlose Rohre können gebogen werden, aber nahtlose Rohre bewältigen in der Regel engere Biegungen effektiver.
F4: Warum entsteht ein Springback?
A: Der Rücksprung resultiert aus der Elastizität des Materials – Edelstahl stößt nach dem Biegen aufgrund seiner Streckgrenze leicht zurück.
F5: Wie vermeide ich Knicks oder Falten?
A: Verwenden Sie innere Stützen wie Dorne, geeignete Werkzeuge und konsequente Biegetechniken, um die Form des Rohrs zu erhalten.
Fazit
Das Biegen von Edelstahlrohren ist ein zentraler Umformprozess in der Fertigung, der es Designern und Herstellern ermöglicht, maßgeschneiderte Formen für eine Vielzahl von Anwendungen zu entwickeln. Obwohl der Prozess aufgrund der Materialfestigkeit Herausforderungen darstellt, kann eine sorgfältige Überlegung von Werkzeugen, Biegeradius, Rohrmaßen und Technik zu erfolgreichen Ergebnissen führen. Egal, ob Sie architektonische Elemente, Automobilkomponenten oder industrielle Rohrbaugruppen erstellen – meistern SieBiegen von EdelstahlrohrenSie haben die Flexibilität und Präzision, komplexe Entwürfe mit Selbstvertrauen umzusetzen.