
Erreichen von ±0,1 mm Präzision im 3D-Druck: Technologien und Tipps
Die Präzision von ±0,1 mm im 3D-Druck ist durch den Einsatz industrieller additiver Fertigungstechnologien wie Stereolithographie (SLA) und selektives Lasersintern (SLS) möglich. Um diese engen Toleranzen zu erreichen, ist eine Kombination aus hochauflösender Laseroptik, streng kontrollierten thermischen Umgebungen und Expertendesign für Herstellbarkeit (DFM) erforderlich, um Materialschrumpfung auszugleichen. Für B2B-Ingenieurteams stellt dieses Maß an Genauigkeit sicher, dass 3D-gedruckte Prototypen in komplexen Baugruppen korrekt funktionieren, wodurch das Risiko kostspieliger Designänderungen vor der Massenproduktion reduziert wird.

Industrielle Technologien, die hochpräzisen 3D-Drucken ermöglichen
Nicht alle additiven Fertigungsmethoden können die strengen Anforderungen industrieller Toleranzen erfüllen. Obwohl Desktop-FDM-Drucker hervorragend für die Konzeptmodellierung in der Frühphase geeignet sind, haben sie oft Schwierigkeiten mit der für professionelle Ingenieurskunst erforderlichen Maßstabilität. Hochpräzise 3D-Druckdienstleistungen basieren auf industriellen Plattformen, die über die gesamte Bauplatte hinweg Konsistenz gewährleisten. Diese Maschinen verwenden fortschrittliche Sensoren, um die Bauumgebung in Echtzeit zu überwachen und Parameter anzupassen, um sicherzustellen, dass jede Schicht den ursprünglichen CAD-Spezifikationen entspricht.
Die Wahl der richtigen Technologie ist der erste Schritt, um sicherzustellen, dass Ihre Teile wie vorgesehen passen. Bei SunOn nutzen wir hochwertige Industriesysteme, um die Genauigkeit zu liefern, die für
Stereolithographie (SLA) für überlegene X-Y-Auflösung
SLA gilt weithin als die genaueste 3D-Drucktechnologie für visuelle und hochdetaillierte Komponenten. Es funktioniert, indem ein UV-Laser flüssiges Photopolymerharz Schicht für Schicht aushärtet. Da die Laserpunktgröße so klein wie 0,05 mm sein kann, kann SLA komplexe Merkmale erfassen, die andere Methoden übersehen. Diese Präzision macht es zur primären Wahl für Prototyp 3D-Drucker für medizinisches Geräte, bei dem anatomische Modelle oder chirurgische Anleitungen Patientendaten mit äußerster Genauigkeit abgleichen müssen.
Die flüssige Beschaffenheit des Harzes trägt ebenfalls zu überlegenen Oberflächenoberflächen bei. Im Gegensatz zu pulverbasierten Systemen sind SLA-Bauteile nahezu isotrop, das heißt, sie haben in allen Richtungen eine konstante Festigkeit und Abmessung. Ingenieure müssen jedoch die chemische Schrumpfung berücksichtigen, die während des UV-Aushärtungsprozesses auftritt. Professionelle Servicebüros verwenden proprietäre Offsets in ihrer Slicing-Software, um bestimmte Maße zu "überbauen", sodass das Endteil genau am ±0,1 mm Ziel einsetzt.
selektives Lasersintern (SLS) für dimensionale Stabilität
SLS verwendet einen Hochleistungslaser, um thermoplastisches Pulver, typischerweise Nylon PA12, zu fusionieren. Während SLA sich durch feine Details auszeichnet, wird SLS oft für funktionale
Um ±0,1 mm in SLS zu erreichen, ist ein meisterhaftes Wärmemanagement erforderlich. Die Baukammer wird bis knapp unter den Schmelzpunkt des Pulvers erhitzt. Wenn der Abkühlprozess zu schnell oder ungleichmäßig ist, können sich die Teile verziehen oder "Kartoffelchips" machen, was zu Abmessungsungenauigkeiten führt. Industrielle SLS-Betreiber steuern dies, indem sie kontrollierte "Abkühlzyklen" nutzen, die so lange halten können wie der Druck selbst. Diese Geduld stellt sicher, dass innere Spannungen neutralisiert werden, was zu präzisen 3D-gedruckten Teilen führt, die ihre Form über die Zeit erhalten.
Faktoren, die die Maßgenauigkeit in der additiven Fertigung beeinflussen
Die Maßgenauigkeit in der additiven Fertigung ist keine statische Zahl; sie ist das Ergebnis mehrerer wechselwirkender Variablen. Ein 3D-Druck-Toleranzleitfaden muss mehr als nur Maschinenspezifikationen enthalten. Es muss das Materialverhalten, die geometrische Komplexität und die während des Baus verwendeten spezifischen Parameter berücksichtigen. Zum Beispiel sind große, flache Oberflächen anfälliger für Verzögerung als kleine, gerippte Strukturen. Das Verständnis dieser physikbasierten Einschränkungen unterscheidet erfahrene F&E-Teams von denen, die ständig mit Montagefehlern konfrontiert sind.
Sourcing-Manager müssen erkennen, dass "Präzision" eine gemeinsame Anstrengung zwischen Designer und Hersteller ist. Wenn Sie hochpräzise 3D-Druckdienste anfordern, kaufen Sie im Grunde die Fähigkeit des Herstellers, diese Variablen vorherzusagen und dafür zu kompensieren. Bei SunOn identifiziert unser von DFM geführter Angebotsprozess potenzielle Genauigkeitsrisiken, bevor wir die Maschinen starten, sodass wir kleinere Designanpassungen vorschlagen können, die zu deutlich besseren dimensionalen Ergebnissen führen.
Materialschrumpfung und thermische Kontraktionsfaktoren
Jedes im 3D-Druck verwendete Material durchläuft einen Phasenwechsel, entweder von flüssig zu fest oder von einem geschmolzenen Zustand zu einem gehärteten. Während dieses Übergangs schrumpft das Material natürlich. Wenn ein Material eine Schrumpfrate von 1 % aufweist, wird ein 100 mm großes Teil 99 mm, wenn keine Kompensation angewendet wird. Hochpräzisionsdienste verwenden fortschrittliche Materialdatenblätter, um vor dem Druck präzise Skalierungsfaktoren auf das CAD-Modell anzuwenden.
Thermische Kontraktion ist besonders herausfordernd beim Metall-3D-Druck oder bei Hochtemperaturkunststoffen. Wenn das Teil von mehreren hundert Grad auf Raumtemperatur abkühlt, ziehen sich die äußeren Schichten schneller zusammen als der Kern. Dieses Delta kann Merkmale aus der Ausrichtung bringen. Die Verwendung von Materialien mit niedrigeren thermischen Ausdehnungskoeffizienten oder die Optimierung des "Schraffur"-Musters des Lasers kann diese Effekte erheblich abmildern und das Teil im ±0,1-mm-Fenster halten.
Die Rolle der Bauteilorientierung und Stützstrukturen
Wie ein Teil in der Maschine sitzt – seine Ausrichtung – beeinflusst direkt seine Genauigkeit. Im SLA kann das Ausrichten eines Teils in einem 45-Grad-Winkel die Oberflächenoberfläche verbessern, kann aber bei kritischen Durchmessern leichte Treppenstufen verursachen. Umgekehrt führt das vertikale Drucken eines Löchers meist zu besserer Rundung als das horizontale Drucken. Stützstrukturen haben ebenfalls eine doppelte Funktion: Sie halten das Teil an Ort und Stelle und wirken als Wärmesenker, um thermische Energie vom Teil abzulenken und so lokale Verformungen zu verhindern.
Die strategische Unterstützungsplatzierung ist eine Kunstform in maßgeschneiderte 3D-gedruckte Prototypen. Sind die Stützen zu dick, lassen sie sich schwer entfernen und können Narben hinterlassen, die intensives Schleifen erfordern, was die Endmaße verändert. Wenn sie zu dünn sind, kann sich das Teil während des Baus verschieben. Experten wägen diese Faktoren ab, um sicherzustellen, dass das Teil während des gesamten additiven Prozesses stabil bleibt und die beabsichtigten Toleranzen erhalten bleiben.
SunOn's Qualitätskontrolle: Überprüfung von ±0,1 mm Toleranzstandards
Präzision zu behaupten ist einfach; das zu beweisen erfordert eine ausgefeilte Qualitätssicherungsinfrastruktur. In der B2B-Fertigungswelt ist "vertrauen, aber überprüfen" das Standardverfahren. Wenn wir Teile für medizinische oder Automobilanwendungen liefern, untermauern wir unsere Ansprüche mit Daten. Das Qualitätskontrolllabor von SunOn nutzt eine Reihe hochpräziser Messgeräte, um sicherzustellen, dass jedes Teil, das unsere Anlage verlässt, die spezifischen Toleranzanforderungen des Kunden erfüllt.
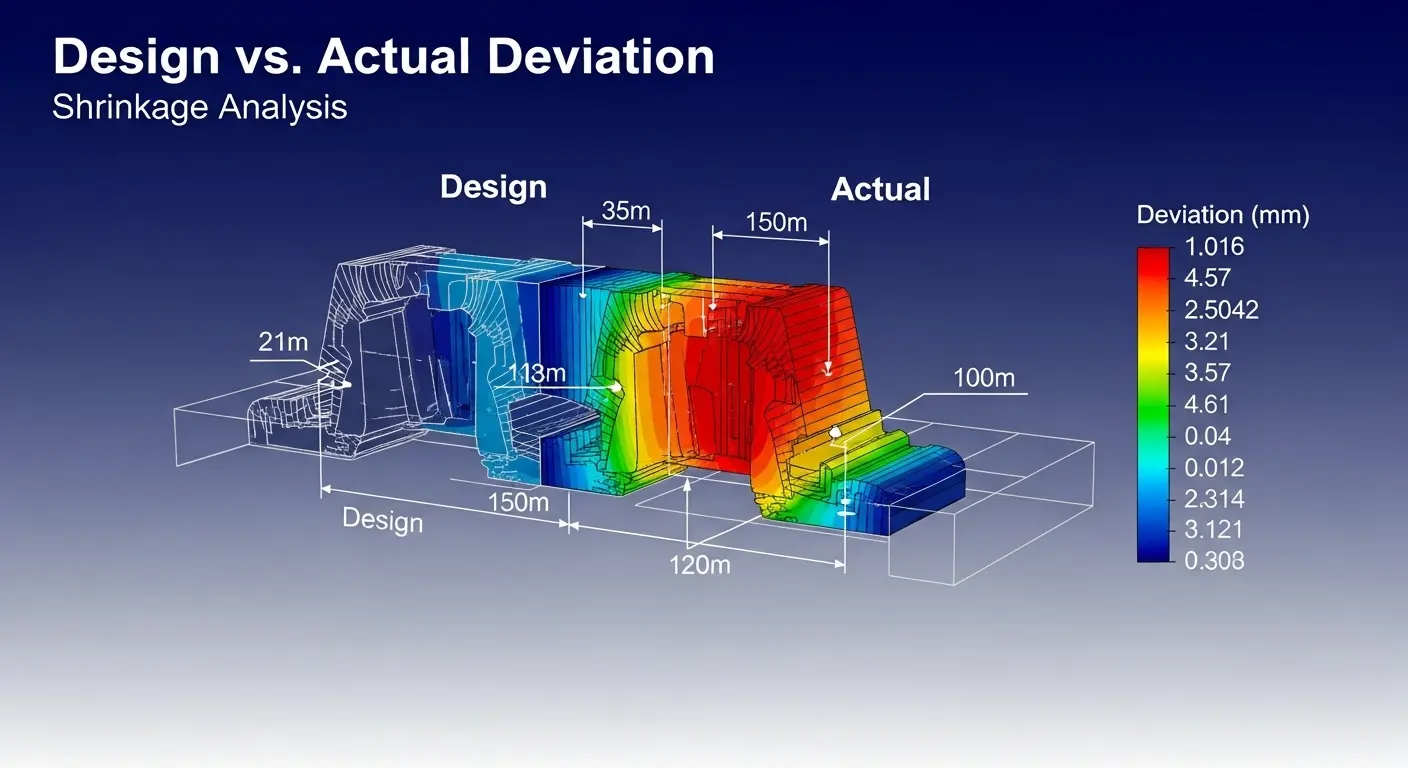
Wir nutzen Koordinatenmessmaschinen (CMM) und 3D-optische Scanner, um den physischen Teil mit der ursprünglichen digitalen CAD-Datei zu vergleichen. Dies erzeugt eine "Heatmap" der Abweichungen. Wenn ein Teil eine konstante Drift in eine Richtung zeigt, können wir diese Daten nutzen, um unsere Kalibrierung für die nächste Charge zu verfeinern. Dieses geschlossene Qualitätssystem ist der Grund, warum wir ein bevorzugter Partner für globale Marken sind, die sich die Risiken unverifizierter "Auslands"-Beschaffung nicht leisten können.
Pro-Tipps zum Entwerfen hochpräziser 3D-gedruckter Teile
Um die besten Ergebnisse mit hochpräzisen 3D-Druckdiensten zu erzielen, sollten Ingenieure einige "Präzisions-zuerst"-Designprinzipien befolgen. Erstens: Immer auf die spezifischen Einschränkungen der Technologie achten. Wenn Sie zum Beispiel eine ±0,1 mm Passform auf einen Schaft und ein Loch benötigen, sollten Sie das Loch etwas überdimensioniert gestalten, um die beim Harzdruck übliche "Überhärtung" auszugleichen. Dies ist eine Standard-DFM-Praxis, die sicherstellt, dass die Teile reibungslos zusammengeschoben werden, ohne manuelles Abfeilen.
Zweitens sollten Rippen und Keile integriert werden, um für strukturelle Steifigkeit zu sorgen. Flache, dünne Platten sind der Feind der Präzision im 3D-Druck, da sie am ehesten verziehen können. Durch das Hinzufügen kleiner struktureller Stützen in das Design erhöht man die Widerstandsfähigkeit des Teils gegen thermische und chemische Belastungen. Kommunizieren Sie schließlich immer Ihre "kritischen Dimensionen" an Ihren Lieferanten. Nicht jede Dimension eines Teils muss ±0,1 mm sein; Indem du die 2 oder 3 Funktionen identifizierst, die für die Montage wirklich wichtig sind, erlaubst du dem Hersteller, die Bauausrichtung gezielt für diese Features zu optimieren.
FAQ: Genauigkeit und Präzision in der additiven Fertigung
Welche 3D-Drucktechnologie ist am genauesten?
SLA (Stereolithographie) gilt allgemein als die genaueste 3D-Drucktechnologie für kleine bis mittlere Teile. Der Einsatz eines hochfokussierten UV-Lasers und flüssiger Harz ermöglicht es, konstante Toleranzen von ±0,1 mm und außergewöhnliche Oberflächendetails zu erreichen, was es ideal für Elektronik und medizinische Prototypen macht.
Was sind die Standardtoleranzen für 3D-gedruckte Teile?
Die Standardtoleranzen für industrielle 3D-Drucke liegen typischerweise zwischen ±0,1 mm und ±0,3 mm, je nach Verfahren. Obwohl ±0,1 mm mit SLA und SLS unter kontrollierten Bedingungen erreichbar ist, liegt eine gebräuchlichere "sichere" Toleranz beim allgemeinen Prototyping bei ±0,2 mm. Konsultieren Sie immer die 3D-Drucktoleranzen-Leitfaden, bevor Sie ein Design finalisieren.
Wie kompensierst du Schrumpfung beim 3D-Druck?
Die Schrumpfung wird durch die Anwendung eines "Skalierungsfaktors" auf das CAD-Modell in der Slicing-Software ausgeglichen. Dieser Faktor wird auf Basis historischer Daten für eine bestimmte Material- und Maschinenkombination berechnet. Für hochpräzise Bauteile wird häufig ein Testdruck durchgeführt, um die genaue Schrumpfrate vor dem endgültigen Produktionslauf zu bestimmen.
Beeinflusst die Schichthochkeit die Maßgenauigkeit?
Die Schichthöhe beeinflusst hauptsächlich die Z-Achsen-Auflösung und die Glätte gekrümmter Oberflächen (Treppenstufen), hat aber einen geringeren Einfluss auf die X-Y-Maßgenauigkeit. Dünnere Schichten können jedoch zu mehr Gesamt-"Hitzezyklen" oder UV-Expositionen während des Baus führen, was die inneren Spannungen und das Potenzial für Verformung leicht erhöhen kann.
Kann 3D-Druck die gleichen Toleranzen wie CNC-Bearbeitung erreichen?
Während hochpräziser 3D-Druck ±0,1 mm erreichen kann, bleibt die CNC-Bearbeitung bei extremer Genauigkeit überlegen und erreicht oft ±0,01 mm. Für Teile, die "Metall-zu-Metall"-Passformen oder Lagersitze erfordern, empfehlen wir oft, den Großteil des Teils im 3D zu drucken und anschließend CNC-Bearbeitung für die Sekundärbearbeitung kritischer Merkmale einzusetzen.
Wie beeinflusst die Bauteilgröße die 3D-Druckgenauigkeit?
Mit zunehmender Bauteilgröße steigt typischerweise auch der absolute Fehler. Viele Industrienormen definieren die Genauigkeit als eine feste Zahl plus einen Prozentsatz der Maße (z. B. ±0,1 mm + 0,1 % der Länge). Große Bauteile sind anfälliger für thermische Gradienten in der Baukammer, was sie schwerer bei engen Toleranzen halten lässt als kleine Bauteile.
Fazit: Präzision als Wettbewerbsvorteil
Das Erreichen einer Präzision von ±0,1 mm im 3D-Druck ist kein Mythos mehr; es ist eine standardmäßige industrielle Fähigkeit für diejenigen mit der richtigen Technologie und Expertise. Durch die Wahl der passenden Methode – SLA für Details oder SLS für Haltbarkeit – und die Anwendung rigoroser DFM-Prinzipien können Ingenieure Prototypen schaffen, die die Genauigkeit der Endfertigungsteile widerspiegeln. Diese Präzision verringert die "Iterationslücke" und ermöglicht es Hardware-Marken, mit deutlich höherer Sicherheit vom Konzept zum Markt zu wechseln.
Die SunOn Industrial Group widmet sich der Bereitstellung der technischen Tiefe und Qualitätskontrolle, die für B2B-Projekte mit hohem Engagement erforderlich sind. Wir drucken nicht nur Teile; Wir entwickeln Lösungen, die den anspruchsvollsten globalen Standards entsprechen. Unser Engagement für verifizierte Genauigkeit und transparente Dokumentation macht uns zum idealen Partner für Ihr nächstes Hochpräzisionsprojekt.
Haben Sie ein Projekt, das Prototypen mit enger Toleranz erfordert? Kontaktieren Sie noch heute das SunOn-Engineering-Team für eine detaillierte DFM-Überprüfung und sehen Sie, wie wir Ihnen helfen können, eine Präzision von ±0,1 mm für Ihre kritischen Komponenten zu erreichen.